
Vidë me grykë gjashtëkëndëshe DIN7991 me fund të fundosur, çelik karboni i veshur me zink, shkalla 8.8 10.9





Vidë me grykë gjashtëkëndëshe DIN7991 me fund të fundosur, çelik karboni i veshur me zink, shkalla 8.8 10.9
Përshkrimi
SHPEJTPërgjigje
SHPEJTCitat
SHPEJTDërgim
GATI PËR DËRGIM
10000+ SKU në depo
Ne angazhohemi për artikujt RTS:
70% artikuj të dorëzuar brenda 5 ditësh
80% artikuj të dorëzuar brenda 7 ditësh
90% artikuj të dorëzuarbrenda 10 ditëve
Për porosi me shumicë, ju lutemi kontaktoni shërbimin ndaj klientit për porosi me shumicë, ju lutemi kontaktoni shërbimin ndaj klientit.

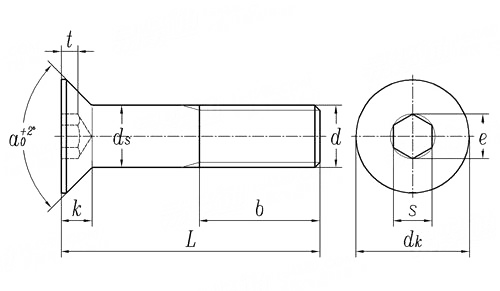
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Lartësia | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | total.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | Gjatësia ≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| L>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Maks=Nominal | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | Maks=Nominal | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | Min | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | Maks | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Nominale | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Maks | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Maks=Nominal | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min | 0.95 | 1.55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9.87 | |
Përshkrim i detajuar


Mbërthyesit me rezistencë të lartë do të krijojnë freski kur të galvanizohen. Kanë nevojë për vëmendje të veçantë.
Brishtësia nga hidrogjeni zakonisht karakterizohet nga thyerje e vonuar nën stres. Ka pasur susta automobilistike, rondele, vida, susta fletësh dhe pjesë të tjera të galvanizuara, disa orë pas montimit janë thyer, përqindja e thyerjes është 40% ~ 50%. Gjatë përdorimit të pjesëve të veshura me kadmium të një produkti të veçantë, ka pasur çarje në seri thyerjesh, dhe një problem kyç kombëtar u zgjidh dhe u formulua një proces i rreptë dehidrogjenizimi. Përveç kësaj, ka disa fenomene të brishtësisë nga hidrogjeni që nuk tregojnë fenomenin e thyerjes së vonuar, siç janë: varëset e elektrogalvanizimit (tela çeliku, tela bakri) për shkak të shumëfishimit të elektrogalvanizimit dhe veshjes me turshi, depërtimi i hidrogjenit është më serioz, shpesh shfaqet gjatë përdorimit një palosje që do të shkaktojë fenomenin e thyerjes së brishtë; mandrina e një pushke, pas disa herësh kromimi, bie në tokë dhe thyhet; Disa pjesë të shuar (stres i madh i brendshëm) do të çahen gjatë turshisë. Këto pjesë janë të hidrogjenizuara rëndë dhe çahen pa stres të jashtëm, të cilat nuk mund të përdoren më për të rikthyer fortësinë origjinale me anë të dehidrogjenizimit.
Sa më e lartë të jetë fortësia e materialit, aq më e madhe është ndjeshmëria ndaj brishtësisë së hidrogjenit. Ky është një koncept bazë që duhet të sqarohet nga teknikët e trajtimit të sipërfaqes kur hartojnë specifikimet e procesit të elektrogalvanizimit. Çeliqet me rezistencë në tërheqje σb>105kg/mm2 të kërkuara nga standardet ndërkombëtare duhet t'i nënshtrohen stresit para-veshjes dhe trajtimit të dehidrogjenizimit pas-veshjes në përputhje me rrethanat. Industria franceze e aviacionit kërkon trajtim përkatës të dehidrogjenizimit për pjesët e çelikut me rezistencë në rrjedhshmëri σs>90kg/mm2.
Për shkak të korrespondencës së mirë midis fortësisë dhe çelikut, është më intuitive dhe e përshtatshme të gjykohet ndjeshmëria e materialit ndaj brishtësisë së hidrogjenit nga fortësia sesa nga fortësia. Sepse një vizatim dhe proces përpunimi perfekt i produktit duhet të shënohet me fortësinë e çelikut. Gjatë elektrogalvanizimit, zbuluam se fortësia e çelikut rreth HRC38 filloi të tregonte rrezikun e thyerjes së brishtësisë së hidrogjenit. Për pjesët më të larta se HRC43, dehidrogjenizimi duhet të merret në konsideratë pas veshjes. Kur fortësia është rreth HRC60, trajtimi me dehidrogjenizim duhet të kryhet menjëherë pas trajtimit sipërfaqësor, përndryshe pjesët e çelikut do të çahen brenda pak orësh.
Paketimi






Rreth nesh







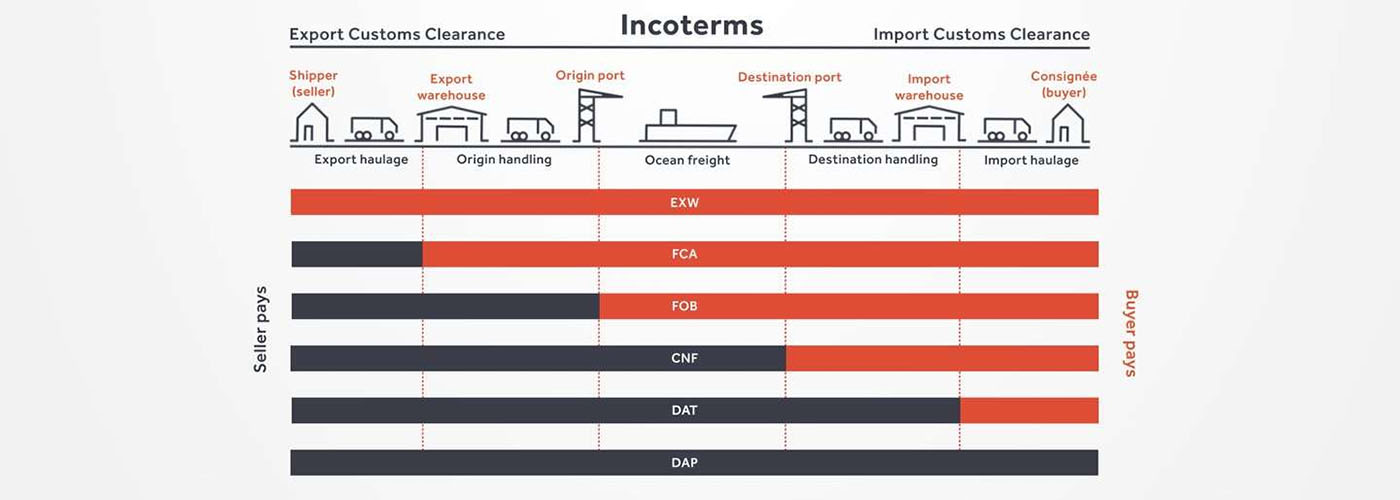
* Diagrama e mëposhtme identifikon termat e ndryshëm tregtarë incoterms. Ju lutemi zgjidhni atë që preferoni.
PRODUKT ME SHITJE TË NXEHTË
Cilësia e Parë, Siguria e Garantuar
-

Bulon me kokë gjashtëkëndore HDG DIN933 i galvanizuar me zhytje në të nxehtë
-

ASTM A193 B7 B8 B8M B16 Stud me fije oksidi të zi...
-
Bulon me kokë gjashtëkëndore HDG DIN933 i galvanizuar me zhytje në të nxehtë
-

ASME B18.2.1 UNF Bolt Heksagonal i Klasës 5 i Zinkuar G...
-

Spirancë me pykë e gradës 4.8 e gradës 5.8 e veshur me zink
-

Vidë me kokë gjashtëkëndëshe ISO7380, shkalla 10.9 8...